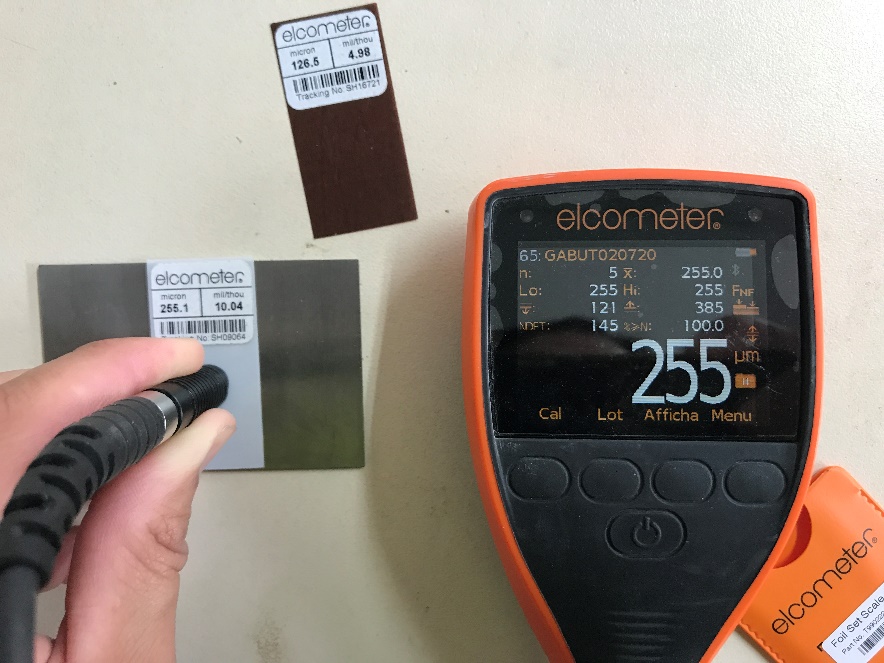
Verification of dry film thickness gauge accuracy before use.

Measurement of final dry film thickness.

Verification of coating colour against the specified RAL reference.
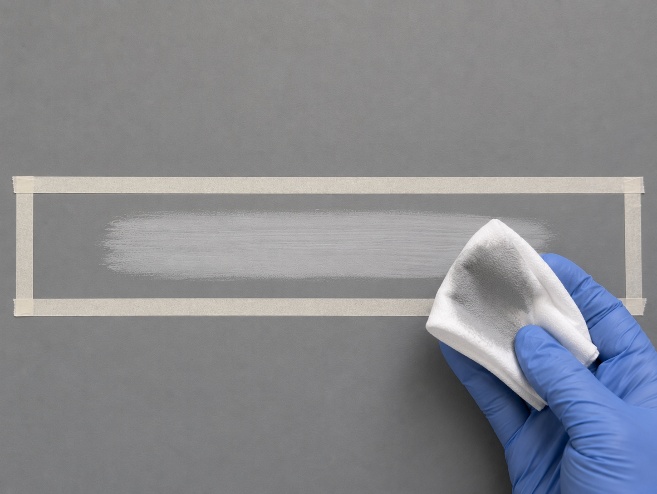
Assessment of Zinc Silicate Curing using the MEK rub method.

Adhesion testing performed on representative test panels.

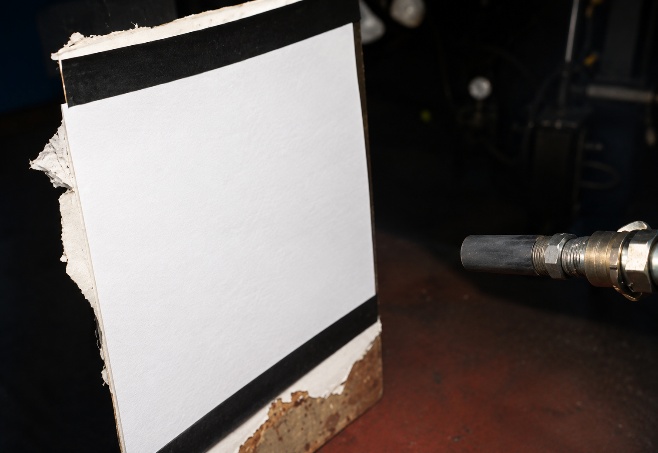
Detection of coating discontinuities using high voltage equipment.

Detection of coating discontinuities using low voltage equipment.

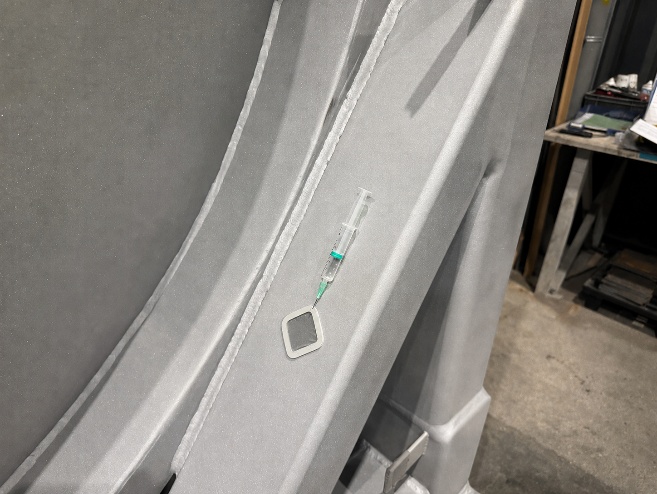
Pull-off adhesion testing performed directly on coated structures.

Cross cut adhesion testing where specified.

Destructive inspection of coating thickness and layers when required.

Measurement of thermal spray layer thickness.

HDG inspection for Visual, Thickness, Damages etc...
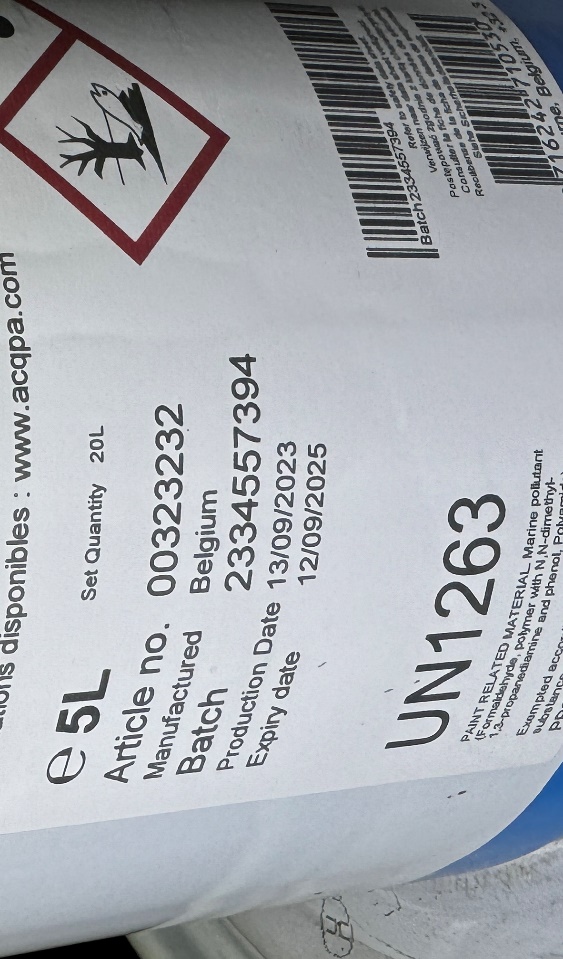
Verification of paint type, batch number, expiry date etc...

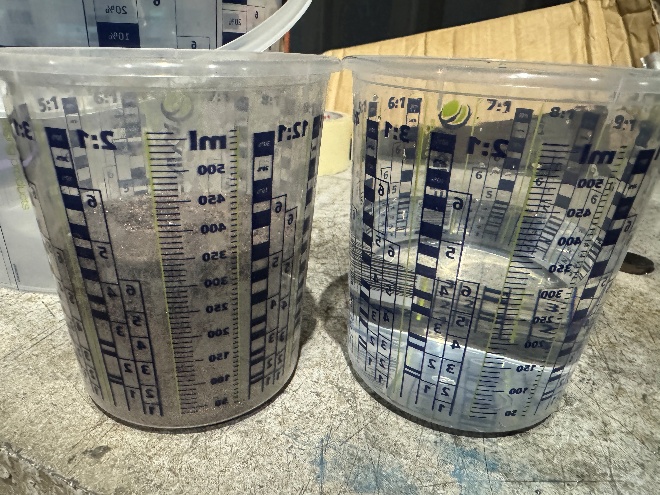
Verification good condition of product and proper mixing.

Verification of climatic conditions before and during coating application to ensure compliance with requirements.
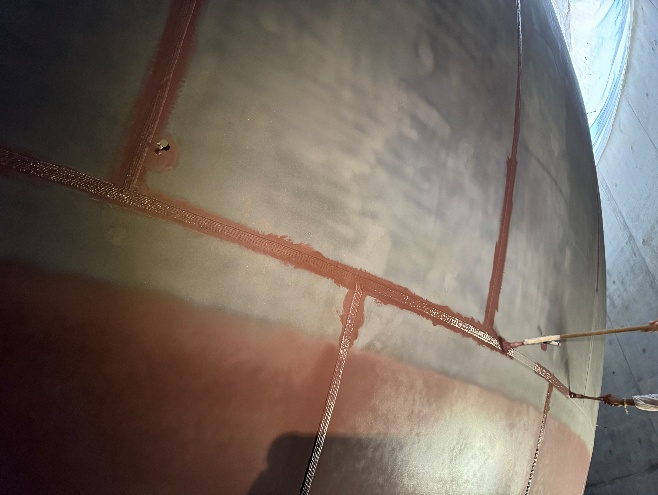
Verification of stripe coating on edges, welds and critical areas.

Check of wet film thickness during application.

Monitoring of coating application activities and workmanship.

Monitoring of thermal spraying application activities and workmanship.

Verification of ambient conditions, surface temperature and dew point.
Assessment of abrasive cleanliness before use.
Compressed air cleanliness check for oil and moisture contamination.

Assessment of edges, welds and surface imperfections according applicable standards.
Visual assessment of blast-cleaned steel surfaces.

Assessment of surface profile using visual-tactile comparator methods.
Surface profile measurement using a depth micrometer.

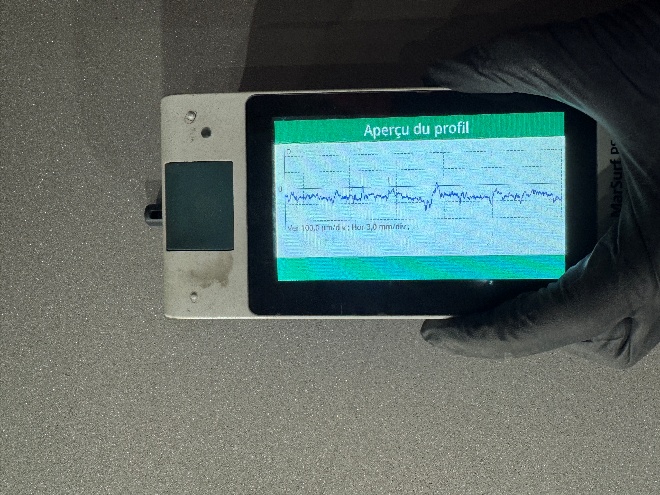
Surface profile measurement using replica tape method.
Evaluation of soluble salt contamination on prepared surfaces.

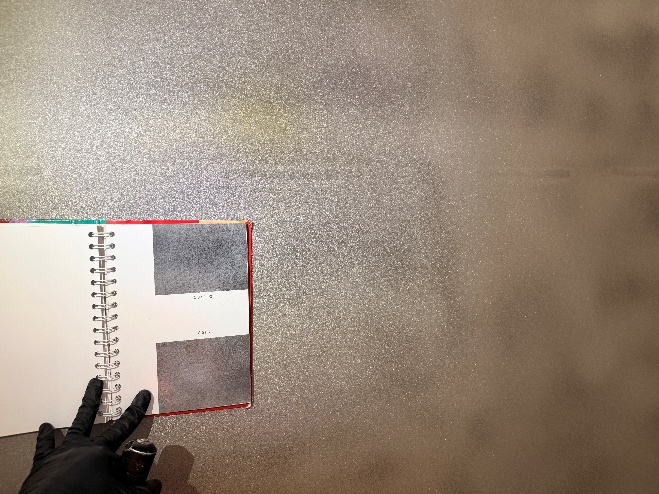
Assessment of residual dust prior to coating application.

Sampling and verification of chloride, sulfate and nitrate contamination.