
Vérification de la précision de l’appareil avant utilisation.

Mesure de l’épaisseur finale du revêtement.

Vérification de la couleur du revêtement selon la référence RAL spécifiée.

Évaluation de la polymérisation d’un silicate de zinc par la méthode MEK.

Essai d’adhérence réalisé sur des plaques témoins.

Détection des discontinuités du revêtement à l’aide d’un équipement haute tension.

Détection des discontinuités du revêtement à l’aide d’un équipement basse tension.

Essai d’adhérence par arrachement réalisé directement sur les structures revêtues.

Essai d'adhérence par quadrillage réalisé lorsque spécifié.

Contrôle destructif de l’épaisseur et des couches du système de peinture lorsque requis.

Mesure de l’épaisseur de la couche de métallisation.

Inspection de galvanisation à chaud : aspect visuel, épaisseur, défauts, etc.

Vérification du type de peinture, du numéro de lot, de la date de péremption, etc.

Vérification de l’état du produit et de son mélange.

Vérification des conditions climatiques avant et pendant l'application afin de garantir la conformité aux spécifications / fiches techniques

Contrôle des pré-touches sur les arêtes, soudures et surfaces présentant des singularités ou étant difficiles d'accès.

Contrôle de l’épaisseur humide pendant l’application.

Surveillance des opérations d’application et de la qualité d’exécution.

Surveillance des opérations de métallisation et de la qualité d’exécution.

Vérification des conditions ambiantes, de la température de surface et du point de rosée.

Contrôle de la propreté des abrasifs avant décapage.
Contrôle de la propreté de l’air comprimé vis-à-vis de l’huile et de l’humidité.

Évaluation des arêtes, soudures et défauts de surface selon les normes applicables.

Évaluation visuelle de la propreté d'un subjectile décapé.

Évaluation du profil de rugosité à l’aide de comparateurs visuo-tactiles.
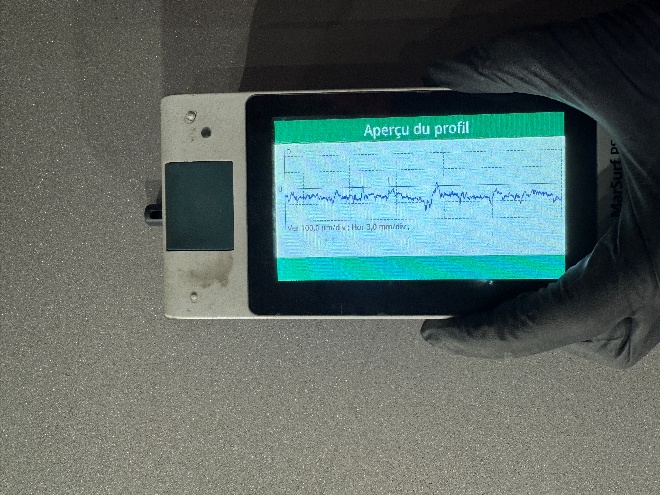
Mesure du profil de surface à l’aide d’un micromètre de profondeur.

Mesure du profil de surface par méthode du ruban à répliquer.

Évaluation de la contamination par sels solubles sur les surfaces préparées.

Évaluation de la poussière résiduelle avant application.

Prélèvement et analyse des contaminations chlorures, sulfates et nitrates.